




Energy-efficient pump
Enhancing energy efficiency by the use of non-metallic Isolation Shells
- Even for higher pressure and pump capacity
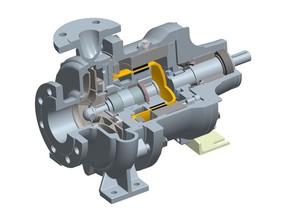
Thanks to the leak-free magnet drive concept, centrifugal pumps with magnet drives have won an increasing market share in the chemical and petrochemical industries. Through the use of non-metallic isolation shells instead of the traditionally used metallic isolation shells, the eddy current losses are eliminated and the efficiency of the magnet drive pumps is thus significantly increased. For many years, Klaus Union has used nonmetallic isolation shells and particularly those made from ceramics and plastics for various applications. Up to now, however, the operative range has been limited due to the specific characteristics of the materials used. Pump applications increasingly demand higher operating pressures, temperatures and outputs whilst still offering maximum possible pump efficiency. Klaus Union has met the challenge and has developed magnet drives with non-metallic isolation shells for high pressures up to PN40 and an output of up to 150 kW at 2900 1/min. We must also keep in mind the safety of the system. Consequently, Klaus Union offers various solutions in terms of a secondary barrier for different applications.
Performance range
| ·Flow rate: | Q = up to 1000 m3/h |
| ·Delivery head: | H = up to 150 m L. C. (single-stage) |
| H = up to 500 m L. C. (multi-stage) |
Magnet drive
| ·Torque: | up to?500 Nm |
| ·Output: | 150 kW at 2900 1/min |
| 75 kW at 1450 1/min |
Pressure ratings/temperature range
Construction type with CFRP/PTFE isolation shell:
| ·PN: | Max. 16 bar at 120 °C |
| ·Temperature range: | -50 °C up to +120 °C |
Construction type with ZrO2 isolation shell (zirconium oxide):
| ·PN: | Max. 40 bar at 120 °C |
| ·Temperature range: | -50 °C up to +250 °C |
Secondary sealing
To safeguard against immediate product loss in the event of an isolation shell leakage, the pumps can be supplied with a secondary sealing. The secondary sealing consists of a high-performance radial shaft seal ring made from PTFE. Research has shown that the radial shaft seal ring can withstand pressures of up to 30 bar.
The secondary sealing is available in two different construction types:
Construction type "L"
The radial shaft seal ring is installed in the bearing support between the anti-friction bearings. This results in a particularly space-saving design, so that the pump with secondary sealing "L" can also be supplied in the standard construction length as SLM NVN according to DIN EN ISO 22858.
Construction type "W"
The radial shaft seal ring is integrated into the thermal barrier "W" and seals between the outer magnet carrier and the anti-friction bearings.
Energy-saving potential by eliminating eddy current power losses
Case study during 8800 operating hours illustrating the energy saving potential
Cost-comparison pump with 10 kW magnet drive

Compensation of the acquisition cost difference achieved after one year only.
Cost-comparison pump with 100 kW magnet drive

Compensation of the acquisition cost difference achieved after half a year only.
Energy-efficient construction type
Standard construction type
